Trailing arm renovering C2-C3
Postat: lör dec 08, 2007 23:04
Nu kör jag igång nästa "lilla" projekt!
Ni som redan har utfört en likadan renovering är välkommen att kommentera och ge råd!
Det blir som rubriken antyder en renovering av trailing armen.
Och det som föranleder det är att jag har under sommaren upptäckt att lagerglappet på vänster sida är mycket stort.
Jag gjorde ett försök redan i sommras med att lossa trailing armen men det lyckades inte så bra den gången.
Det slutade med att jag drog en av bultskallarna rund, en av de fyra som håller "half shaft flange", (knutkors plattan)
Så nu blev jag tvungen att lossat hela trailing armen inklusive drivaxeln, "strut rod" staget fick också sitta kvar
Här är hela paketet, lossat från ramen:

Lyckligtvis så har någon tidigare ägare lossat trailing armen tidigare för bulten som håller armen mot ramen hade inte rostat fast.
Är den fastrostad så är det såg som gäller.

Här kan man även se att gummibussningarna är väldight slitna:

Strut rod'ens bussningar var också i dåligt skick:

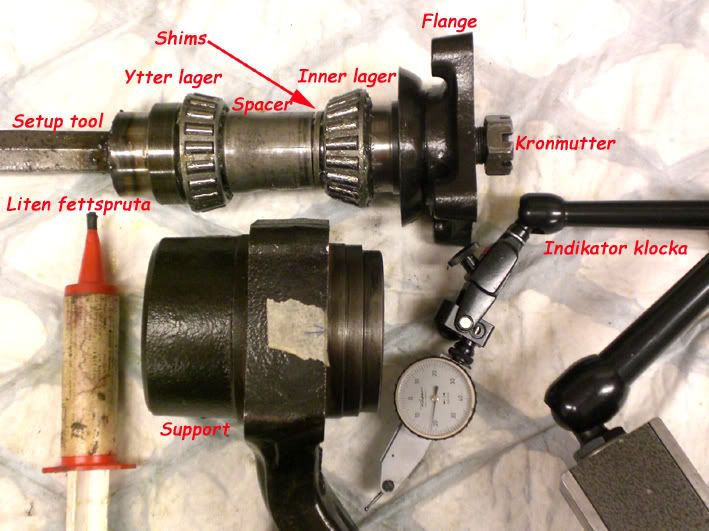
Efter att ha värmt loss bulten med den fastdragna skallen, och lossat på "spindle flange" (den rostiga grunkan närmast kameran) så upptäckte jag att saxpinnen saknades på kronmuttern, som också gängat ut sig en bit!
Med en smula otur så kunde hela spindeln ha lossat och hjulet med den!
Här är alltså anledningen till att det varit ett stort glapp!


Nu är det bara att vänta på att rdl kommer hem, har lagt en beställning till Classic Corvette Part's.
En lite firma som ligger någonstans i Texas, där man får mycket bra service och support.
Vi får se om grejorna som kommer hem också håller god standard!
www.classiccorvetteparts.vstore.ca
Ni som redan har utfört en likadan renovering är välkommen att kommentera och ge råd!
Det blir som rubriken antyder en renovering av trailing armen.
Och det som föranleder det är att jag har under sommaren upptäckt att lagerglappet på vänster sida är mycket stort.
Jag gjorde ett försök redan i sommras med att lossa trailing armen men det lyckades inte så bra den gången.
Det slutade med att jag drog en av bultskallarna rund, en av de fyra som håller "half shaft flange", (knutkors plattan)
Så nu blev jag tvungen att lossat hela trailing armen inklusive drivaxeln, "strut rod" staget fick också sitta kvar
Här är hela paketet, lossat från ramen:
Lyckligtvis så har någon tidigare ägare lossat trailing armen tidigare för bulten som håller armen mot ramen hade inte rostat fast.
Är den fastrostad så är det såg som gäller.
Här kan man även se att gummibussningarna är väldight slitna:
Strut rod'ens bussningar var också i dåligt skick:
Efter att ha värmt loss bulten med den fastdragna skallen, och lossat på "spindle flange" (den rostiga grunkan närmast kameran) så upptäckte jag att saxpinnen saknades på kronmuttern, som också gängat ut sig en bit!
Med en smula otur så kunde hela spindeln ha lossat och hjulet med den!
Här är alltså anledningen till att det varit ett stort glapp!
Nu är det bara att vänta på att rdl kommer hem, har lagt en beställning till Classic Corvette Part's.
En lite firma som ligger någonstans i Texas, där man får mycket bra service och support.
Vi får se om grejorna som kommer hem också håller god standard!
www.classiccorvetteparts.vstore.ca